ООО Шицзячжуан Цзюэлинь Технологии


Полный охват категорий, индивидуальное обслуживание
В настоящее время наша продукция широко применяется в аэрокосмической промышленности, машиностроении, производстве пресс-форм, на транспорте, в прецизионном приборостроении, в производстве метизов и других отраслях.

Прямой канавочный метчик
Прямые стружечные канавки. Изготовлен из быстрорежущей стали повышенной производительности или твёрдого сплава. Предназначен для обработки материалов с короткой сыпучей стружкой, таких как чугун, высококремнистый алюминий, высокотвёрдая сталь ...

Резьбонакатной ролик
Применяется главным образом в производстве резьбообрабатывающего инструмента, изготовлении крепёжных деталей (например, болтов, винтов) и формировании специальных резьб (например, трапециедальных двухзаходных). Изготавливается из быстрорежущей с...
Резьбовое кольцо
Также называется «калибр-пробка проходной». Предназначено для контроля точности размеров наружной резьбы. На внутренней поверхности калибра выполнена резьба определённого профиля и размера. Путём навинчивания калибра на контролируемую резьбу опр...

Шаровая концевая фреза
Также называется шаровой концевой фрезой или R-фрезой. Режущая кромка на торце имеет полусферическую форму (радиус режущей части равен половине диаметра инструмента). Ключевая особенность – скорость резания в вершине фрезы равна нулю, реза...

Центровочное сверло
Также называется сверлом для центровых отверстий. Представляет собой двухступенчатое сверло малого диаметра, предназначенное для изготовления центровых отверстий типа A, B, R (по ГОСТ 14034-74) или выполнения высокоточных центровочных углублений...
Компания неизменно придерживается принципов «Качество превыше всего, клиент — на первом месте», стимулирует развитие через инновации, проявляет ответственность в выполнении обязательств и способствует внедрению и развитию новых материалов в индустрии быстрорежущих инструментальных сталей.

Инструменты для зубофрезерования
Инструменты для зубофрезерования – это режущие инструменты, предназначенные для изготовления эвольвентных, неэвольвентных и червячных шестерен; по конструкции они подразделяются на фрезы с отверстием и фрезы с хвостовиком. Материалом для и... 
Метчики со спиральными стружечными канавками
Оснащены спиральными канавками для отвода стружки, благодаря чему стружка направляется из канавок в сторону хвостовика, что предотвращает её забивание в отверстии. Изготавливаются из быстрорежущей стали повышенной производительности (HPMS) или ... 
Плашка из быстрорежущей стали
Слесарный инструмент, предназначенный для нарезания или правки наружной резьбы. По сравнению с обычными плашками, плашки из быстрорежущей стали обладают существенными преимуществами по твёрдости, красностойкости и износостойкости. 
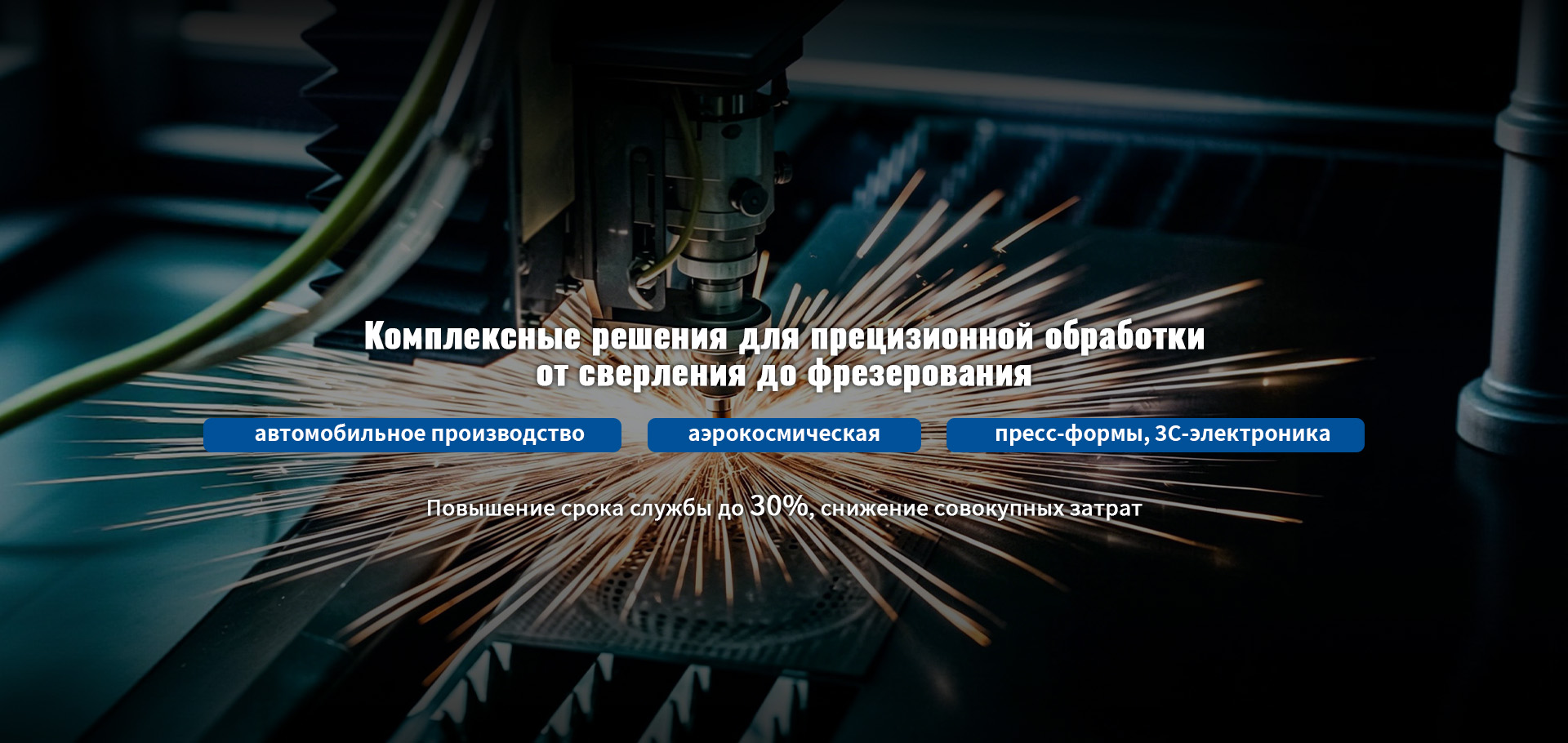
Резьбовое кольцо для трубной резьбы негерметичных соединений
Калибр-кольцо для резьбы G, также называемое калибром для 55° цилиндрической трубной резьбы. Предназначено для контроля негерметичной трубной резьбы. Широко применяется в системах водоснабжения, газоснабжения, кондиционирования, а также в промыш... 
Концевая фреза с радиусом
Также называется «бычий нос» или фреза с R-углом. Это концевая фреза, у которой на переходе между торцевой и цилиндрической частями выполнена радиусная фаска. Сочетает в себе характеристики плоской концевой фрезы и шаровой фрезы: сохраняется пло... 
Ступенчатое сверло
Также называется ступенчатым спиральным сверлом или многоступенчатым сверлом. На одном корпусе инструмента выполнены две или более режущих ступени разного диаметра. Это комбинированный инструмент, позволяющий за один проход выполнить сверление, ... Сосредоточившись на повседневной деятельности команды, прорывах в бизнесе и важных событиях, мы представляем историю нашего роста и самую свежую информацию о развитии компании с достоверной точки зрения.

25
06/2026Механическая обработка — токарная обработка
Токарная обработка является наиболее экономичным и широко используемым методом обработки наружных поверхностей и внутренних отверстий деталей вращательной формы; она отличается высокой эффективностью и широким применением. I. Три вида токарной обработки: черновая / чистая / доводка 1) Черновая обработка Ориентация на производительность: большой глубины резания, большой подачи, низкой скорости резания. Точность: IT12—IT11 Шероховатость поверхности: Ra 50–12,5 мкм 2) Точная токарная обработка Стремление к высокому качеству: небольшой угол резания, небольшой подача, высокая скорость резания (Vc ≥ 100 м/мин). Точность: IT8—IT6 Шероховатость поверхности: Ra 1,6–0,8 мкм 3) Точное токарное обрабатывание (высокоскоростное точное токарное обрабатывание, может заменить шлифование) Глубина резания 0,03–0,05 мм Подача 0,02–0,2 мм Скорость резания до 150–2000 м/мин Требования: станок с высокожестким шпинделем и высокой скоростью вращения + CBN- и алмазные режущие инструменты Точность: IT6—IT5 Шероховатость поверхности: Ra 0,02–1,25 мкм Часто используется для обработки цветных металлов, таких как алюминий и медь, чтобы избежать забивания шлифовального круга. II. Распространенные виды режущих инструментов При токарной обработке можно обрабатывать: наружные поверхности, внутренние отверстия, торцевые поверхности, канавки, резьбу, фаски, дуги и сферические поверхности. Обычно используемые токарные резаки: 1 Резак для отрезания 2 Резак с левым углом наклона 3 Резак с правым углом наклона 4 Резак с изогнутым концом 5 Резак с прямым концом 6 Формовочный резак 7 Резак для чистовой обработки с широким лезвием 8 Резак для наружной резьбы 9 Резак для торцевой обработки 10 Резак для внутренней резьбы 11 Резак для внутренних пазов 12 Резак для сквозных отверстий 13 Резак для глухих отверстий Стрелки на инструментах на рисунке указывают направление подачи: • Радиальная подача: отрезные, пазовые и профильные токарные резаки • Осевая подача: остальные токарные резаки • Токарный резак с углом наклона 45°: обладает наибольшей универсальностью, позволяет обрабатывать наружные окружности, внутренние отверстия, торцевые поверхности и снимать фаски. III. Три типа конструкции режущих инструментов 1) Цельные Токарные резаки из быстрорежущей стали обладают хорошей вязкостью и сохраняют высокую твердость даже при температуре 600 °C. Чаще всего используются для: прорезания канавок и отрезания. 2) Сварной тип Корпус резака + твердосплавные / керамические лезвия, соединенные пайкой. Преимущества: простая конструкция, низкая стоимость. Недостатки: сварочные напряжения, влияющие на точность и срок службы. Часто используется в: токарных резаках для изготовления отводов 45°/90°, расточных резаках. 3) Механическое закрепление Механическое закрепление режущих пластин подразделяется на: • Перезатачиваемые: при затуплении режущие пластины можно перезатачивать • Сменные: имеют несколько режущих кромок, их можно продолжать использовать после перестановки Быстрая замена и высокая эффективность — наиболее распространенный вариант в современных станках. IV. Основные параметры токарной обработки Скорость резания Vc: скорость основного перемещения режущего инструмента (м/мин) Скорость подачи Vf: скорость осевого перемещения Величина подачи f: расстояние перемещения режущего инструмента на один оборот заготовки (мм/об) Глубина резания ap: расстояние между обрабатываемой и обработанной поверхностями (мм) V. Три опорные плоскости режущего инструмента Базовая плоскость P: перпендикулярна направлению скорости резания Плоскость резания Ps: касается главной режущей кромки и перпендикулярна базовой плоскости Ортогональная плоскость Po: перпендикулярна как базовой плоскости, так и плоскости резания VI. Ключевые углы режущего инструмента Передний угол γo: угол между передней поверхностью режущей кромки и базовой плоскостью Задний угол αo: угол между задней поверхностью режущей кромки и плоскостью резания Основной угол наклона Kr: угол между основной режущей кромкой и направлением подачи Вспомогательный угол наклона Kr’: угол между вспомогательной режущей кромкой и направлением, противоположным направлению подачи Угол наклона режущей кромки λs: угол между основной режущей кромкой и базовой плоскостью VII. Как выбрать угол? 1) Передний угол, задний угол, угол наклона режущей кромки Большой положительный передний угол + большой задний угол + положительный угол наклона режущей кромки Режущая кромка более острая, подходит для: прецизионной токарной обработки, пластичных материалов, деталей с низкой жесткостью. Недостаток: низкая прочность режущей кромки. Малый передний угол + малый задний угол + отрицательный угол наклона режущей кромки Высокая прочность режущей кромки, подходит для: черновой обработки, прерывистого резания, твердых материалов. Обычный задний угол: 6°–8° (универсальный для стальных деталей и чугуна) Положительный угол наклона режущей кромки: стружка удаляется наружу Отрицательный угол наклона режущей кромки: режущая кромка более прочная, но подвержена вибрации Напротив, при отрицательном угле передней кромки (или небольшом положительном угле), небольшом угле задней кромки и отрицательном угле наклона режущей кромки прочность режущей кромки высока, поэтому такие углы часто используются при черновой обработке, прерывистом резании или при обработке материалов высокой твердости. 2) Главный угловой наклон Kr, дополнительный угловой наклон Kr’ Чем меньше угол, тем гладче поверхность, тем острее вершина режущего края и тем дольше срок службы инструмента Малый главный угловой наклон: большая радиальная сила, подходит для твердых материалов и черновой обработки Низкая жесткость системы → использовать большой главный угловой наклон Высокая жесткость системы → использовать малый главный угловой наклон Чистовая обработка → использовать малый дополнительный угловой наклон (для снижения шероховатости) Вывод: При грубой обработке на токарном станке используются большие режущие инструменты для обеспечения производительности, а при чистой обработке — малые подачи для получения гладкой поверхности; При тонкой обработке применяются сверхтвердые режущие инструменты с высокой скоростью резания, что позволяет заменить шлифовальные станки при обработке цветных металлов; Углы токарного режущего инструмента определяют его остроту и прочность, а углы наклона — гладкость поверхности и жесткость.
18
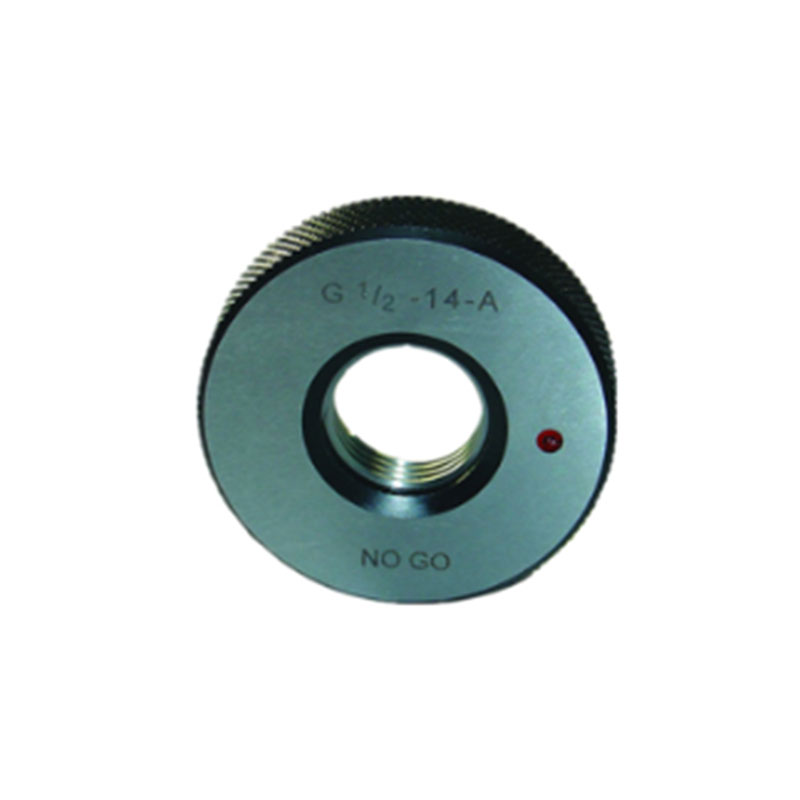
06/2026Фрезерование на станках с ЧПУ: попутное или встречное фрезерование?
При обработке на станках с ЧПУ направление вращения фрезы обычно остаётся неизменным, однако направление подачи может меняться. В связи с этим в фрезерной обработке выделяют два распространённых способа: попутное и встречное фрезерование. Режущая кромка фрезы при каждом врезании испытывает ударные нагрузки. Для успешного фрезерования необходимо учитывать характер контакта режущей кромки с материалом на входе и выходе из резания. Направление подачи заготовки (совпадающее или противоположное направлению вращения фрезы) определяет характер врезания и выхода, а также выбор между попутным и встречным фрезерованием. I. Золотое правило фрезерования — от толстой стружки к тонкой При фрезеровании необходимо всегда учитывать процесс стружкообразования. Определяющим фактором является положение фрезы. Необходимо стремиться к тому, чтобы на входе режущей кромки в материал образовывалась толстая стружка, а на выходе — тонкая, что обеспечивает стабильность процесса фрезерования. Следует помнить золотое правило фрезерования: «от толстой стружки к тонкой», чтобы толщина стружки на выходе режущей кромки была минимальной. II. Попутное фрезерование При попутном фрезеровании режущий инструмент перемещается по направлению вращения. При условии достаточной жёсткости станка, приспособления и заготовки попутное фрезерование всегда является предпочтительным методом. При попутном фрезеровании толщина стружки постепенно уменьшается от начала резания до нуля в конце. Это предотвращает трение и натирание поверхности заготовки режущей кромкой до её вступления в резание. Большая толщина стружки благоприятна: силы резания стремятся втянуть заготовку во фрезу, удерживая режущую кромку в процессе резания. Однако, поскольку фреза стремится втянуться в заготовку, станок должен быть оснащён механизмом устранения люфта (выборки зазоров) в механизме подачи стола. Если фреза втягивается в заготовку, подача непреднамеренно увеличивается, что может привести к чрезмерной толщине стружки и разрушению режущей кромки. В таких случаях следует рассмотреть возможность применения встречного фрезерования. III. Встречное фрезерование При встречном фрезеровании направление подачи режущего инструмента противоположно направлению его вращения. Толщина стружки увеличивается от нуля до максимального значения к концу резания. Режущая кромка вынуждена врезаться в материал, что приводит к трению, повышенным температурам и эффекту натирания или полирования из-за контакта с упрочнённой поверхностью, образовавшейся при предыдущем проходе. Всё это сокращает срок службы инструмента. Большая толщина стружки на выходе и высокие температуры вызывают высокие растягивающие напряжения, что снижает стойкость инструмента и часто приводит к быстрому повреждению режущей кромки. Это также может вызывать налипание или приваривание стружки к режущей кромке, которая затем переносится к началу следующего реза, или приводить к микросколам режущей кромки. Силы резания при встречном фрезеровании стремятся оттолкнуть фрезу и заготовку друг от друга, а радиальные силы стремятся приподнять заготовку со стола. Встречное фрезерование может оказаться предпочтительным при значительных колебаниях припуска на обработку. При обработке жаропрочных сплавов пластинами из керамики также рекомендуется встречное фрезерование, так как керамика чувствительна к ударным нагрузкам при входе в заготовку. IV. Приспособления для закрепления заготовки Направление подачи инструмента предъявляет различные требования к зажимным приспособлениям. При встречном фрезеровании приспособление должно быть способно противостоять силам, стремящимся приподнять заготовку. При попутном фрезеровании оно должно противостоять силам прижатия. V. Сравнительная таблица попутного и встречного фрезерования
11
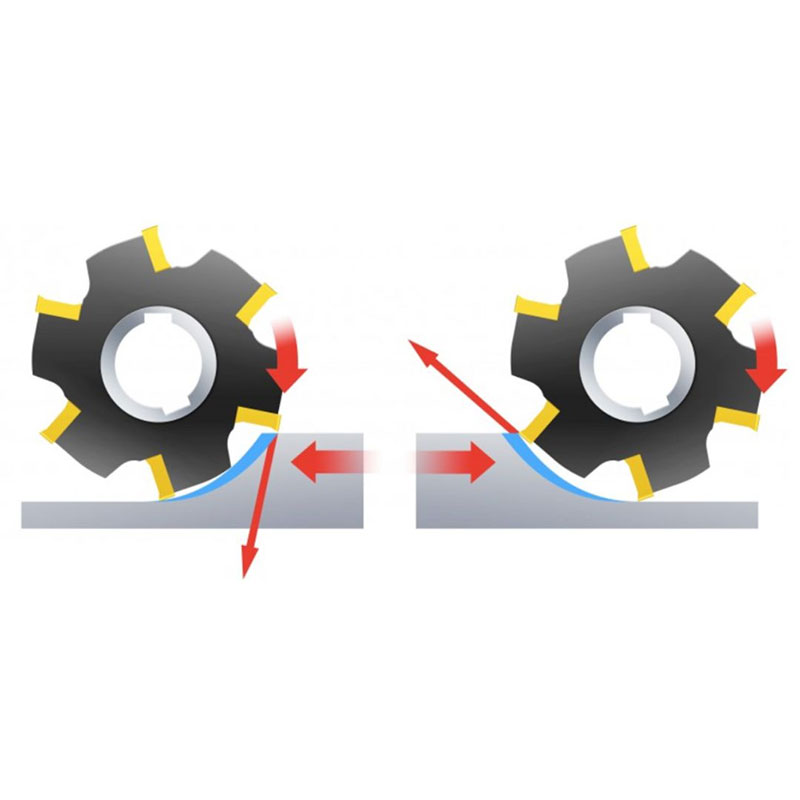
06/2026Основные приёмы сверления
I. Рекомендации по применению СОЖ Правильное использование СОЖ имеет решающее значение для достижения высокой производительности сверления и напрямую влияет на стружкоотвод, стойкость инструмента и качество обработанного отверстия. (1) Способы подачи СОЖ 1) Внутренний подвод СОЖ Внутренний подвод СОЖ всегда является предпочтительным решением для предотвращения закупорки стружкой, особенно при обработке материалов, дающих длинную стружку, и при сверлении глубоких отверстий (глубиной более 3 диаметров). Для горизонтального сверления необходимо, чтобы на участке длиной не менее 30 см от выхода СОЖ из сверла не происходило стекания смазочно-охлаждающей жидкости вниз. 2) Наружный подвод СОЖ Наружная подача СОЖ может применяться при хорошем стружкообразовании и небольшой глубине отверстия. Для улучшения стружкоотвода необходимо располагать как минимум одно сопло (или два — для невращающегося инструмента) как можно ближе к оси инструмента. 3) Сухое сверление (без СОЖ) Обычно сухое сверление не рекомендуется. a)Применимо для материалов с короткой стружкой при глубине отверстия до 3 диаметров. b)Подходит для горизонтальных станков. c)Рекомендуется снижение скорости резания. d)Стойкость инструмента снижается. Категорически не рекомендуется применять сухое сверление: a)Для нержавеющих сталей (группы ISO M и S). b)Для свёрл со сменными головками. 4) Сверхвысокое давление СОЖ (HPC, ~70 бар) Преимущества использования СОЖ под сверхвысоким давлением: a)Повышенная стойкость инструмента благодаря усиленному охлаждению. b)Улучшенное стружкоотведение при обработке длинностружечных материалов, таких как нержавеющие стали, и возможное увеличение стойкости. c)Более высокая надёжность благодаря лучшему удалению стружки. d)Обеспечение достаточного расхода СОЖ для данного давления и диаметра отверстия. (2) Рекомендации по применению СОЖ Обязательно использовать водосмешиваемые масляные эмульсии с присадками EP (противозадирными). Для обеспечения оптимальной стойкости инструмента содержание масла в эмульсии должно составлять 5–12% (при обработке нержавеющих и жаропрочных сплавов — 10–15%). При повышении концентрации масла необходимо контролировать её рефрактометром, чтобы не превысить рекомендуемое значение. При наличии возможности всегда следует отдавать предпочтение внутренней подаче СОЖ перед наружной. Чистое масло улучшает смазывающую способность и даёт преимущества при сверлении нержавеющих сталей. Применять обязательно с противозадирными присадками. Как цельные твёрдосплавные свёрла, так и свёрла со сменными пластинами могут эффективно работать с чистым маслом. Сжатый воздух, туманообразная СОЖ или MQL (минимальная смазка) могут успешно применяться в стабильных условиях, особенно при обработке некоторых чугунов и алюминиевых сплавов. В связи с повышением температуры, что может негативно сказаться на стойкости, рекомендуется снижать скорость резания. II. Управление стружкообразованием Стружкообразование и стружкоотвод являются ключевыми вопросами при сверлении и зависят от обрабатываемого материала, выбора канавки сверла/пластины, давления/расхода СОЖ и режимов резания. Закупорка стружкой может привести к радиальному смещению сверла, что сказывается на качестве отверстия, стойкости и надёжности, а также может вызвать поломку сверла или пластины. Стружкообразование считается приемлемым, если стружка беспрепятственно удаляется из сверла. Наиболее эффективный способ контроля — прослушивание процесса сверления. Непрерывный звук свидетельствует о хорошем стружкоотводе, прерывистый — о закупорке стружкой. Следует контролировать усилие подачи или мощность по монитору. При отклонениях возможной причиной является закупорка. Осмотр стружки: длинная изогнутая, но не скрученная стружка указывает на забивание. Осмотр отверстия: после закупорки наблюдается шероховатая поверхность. Хороший стружкоотвод (слева) и отверстие, повреждённое закупоркой стружкой (справа) Рекомендации по предотвращению закупорки стружкой: 1) Обеспечить правильные режимы резания и выбор канавки сверла/пластины. 2) Проверить форму стружки — скорректировать подачу и скорость. 3) Проверить расход и давление СОЖ. 4) Проверить режущую кромку. Повреждение/выкрашивание кромки, при котором стружколоматель не работает, может приводить к образованию длинной стружки. 5) Проверить, не изменилась ли обрабатываемость из-за новой партии заготовок — при необходимости скорректировать режимы. (1) Стружка при сверлении со сменными пластинами Стружка, образуемая центральной пластиной, имеет характерную коническую форму и легко идентифицируется. Стружка от периферийной пластины напоминает стружку при точении. (2) Стружка цельного твёрдосплавного сверла От режущей кромки от центра к периферии может образовываться одна стружка. Следует учитывать, что начальная стружка при врезании всегда длинная, но это не вызывает проблем. (3) Стружка сверла со сменной головкой III. Контроль подачи и скорости резания (1) Влияние скорости резания Vc (м/мин) Помимо твёрдости материала, скорость резания является основным фактором, влияющим на стойкость инструмента и потребляемую мощность. 1) Скорость резания — наиболее важный фактор, определяющий стойкость инструмента. 2) Влияет на мощность Pc (кВт) и крутящий момент Mc (Н·м). 3) Повышенная скорость резания ведёт к росту температуры и увеличению износа по задней поверхности, особенно на периферийной вершине. 4) Для некоторых мягких длинностружечных материалов (например, низкоуглеродистых сталей) повышенная скорость резания способствует улучшению стружкообразования. Слишком высокая скорость резания: a.Ускоренный износ по задней поверхности. b.Пластическая деформация. c.Снижение качества отверстия и выход диаметра за допуск. Слишком низкая скорость резания: a.Образование нароста на режущей кромке. b.Плохое стружкоотведение. c.Увеличение времени обработки. (2) Влияние подачи fn (мм/об) 1) Влияет на стружкообразование, качество поверхности и качество отверстия. 2) Влияет на мощность Pc (кВт) и крутящий момент Mc (Н·м). 3) Высокая подача увеличивает осевое усилие Ff (Н), что следует учитывать при нестабильных условиях обработки. 4) Влияет на механические и термические напряжения. Высокая подача: a.Более жёсткое дробление стружки. b.Сокращение времени обработки. c.Меньший износ инструмента, но повышенный риск выкрашивания режущей кромки. d.Снижение качества отверстия. Низкая подача: a.Более длинная и тонкая стружка. b.Повышение качества обработки. c.Ускоренный износ инструмента. d.Увеличение времени обработки. e.Для тонкостенных и нежёстких деталей следует применять пониженную подачу. IV. Рекомендации по получению высококачественного отверстия (1) Стружкоотвод Обеспечить требуемый уровень стружкоотвода. Закупорка стружкой влияет на качество отверстия, надёжность и стойкость инструмента. Геометрия канавок сверла/пластины и режимы резания имеют решающее значение. (2) Стабильность и крепление инструмента Использовать максимально короткое сверло. Применять прецизионные жёсткие оправки с минимальным биением. Убедиться в исправном состоянии шпинделя станка и его точном выравнивании. Обеспечить надёжное и стабильное крепление заготовки. Для нерегулярных поверхностей, наклонных плоскостей и перекрещивающихся отверстий применять корректные режимы подачи. (3) Стойкость инструмента Контролировать износ пластин, настроить программу управления стойкостью. Наиболее эффективный метод — мониторинг усилия подачи. (4) Техническое обслуживание Регулярно заменять винты крепления пластин. Очищать посадочное гнездо перед установкой новой пластины, использовать динамометрический ключ. Не допускать превышения максимального износа перед переточкой цельного твёрдосплавного сверла. V. Рекомендации по сверлению различных материалов (1) Сверление низкоуглеродистых сталей Для низкоуглеродистых сталей, часто используемых в сварных конструкциях, стружкообразование может быть сложной задачей. Чем ниже твёрдость, содержание углерода и серы в стали, тем длиннее образуемая стружка. 1)При проблемах со стружкообразованием: увеличить скорость резания Vc и снизить подачу fn (примечание: при обработке обычной стали подачу следует увеличивать). 2)Применять внутреннюю подачу и высокое давление СОЖ. (2) Сверление аустенитных и двухфазных нержавеющих сталей Аустенитные, двухфазные и супердуплексные материалы могут создавать проблемы со стружкообразованием и стружкоотводом. 1)Правильный выбор канавки имеет решающее значение, поскольку она обеспечивает правильное формирование стружки и её отвод. Как правило, предпочтительны острые режущие кромки. При проблемах со стружкообразованием увеличение подачи fn способствует лучшему дроблению стружки. 2)Внутренний подвод СОЖ, высокое давление. (3) Сверление чугуна с вермикулярным графитом (CGI) Чугун с вермикулярным графитом обычно не требует особых мер предосторожности. Стружка более крупная, чем у серого чугуна, но легко ломается. Усилия резания выше, что сказывается на стойкости инструмента. Требуется материал с высокой износостойкостью. Наблюдается типичный для всех чугунов износ по вершине. 1)При проблемах со стружкообразованием: увеличить скорость резания Vc и снизить подачу fn. 2)Внутренний подвод СОЖ. (4) Сверление алюминиевых сплавов Проблемы могут возникать с заусенцеобразованием и стружкоотводом. Возможно также сокращение стойкости инструмента из-за налипания материала. 1)Для обеспечения оптимального стружкообразования использовать низкую подачу и высокую скорость резания. 2)Для увеличения стойкости инструмента может потребоваться тестирование различных покрытий для минимизации налипания: возможно применение алмазного покрытия или, наоборот, работа без покрытия (в зависимости от основы). 3)Использовать высокодавленную эмульсию или туманообразную СОЖ. (5) Сверление титановых и жаропрочных сплавов Упрочнение поверхности отверстия может негативно влиять на последующие операции. Трудно обеспечить хорошее стружкоотведение. 1)Для обработки титановых сплавов предпочтительна геометрия с острой режущей кромкой. При обработке никелевых сплавов важна прочная геометрия. При проблемах с наклёпом — увеличить подачу. 2)Применение высокодавленной СОЖ (до 70 бар) повышает эффективность обработки. (6) Сверление закалённых сталей Обеспечение приемлемой стойкости инструмента. 1)Снизить скорость резания для уменьшения тепловыделения. Отрегулировать подачу для получения приемлемой и легко удаляемой стружки. 2)Применять эмульсию с высокой концентрацией.



